La automatización logística se ha convertido en un factor clave para mejorar la competitividad de las empresas industriales. En este contexto, el almacén automático surge como una solución avanzada que permite optimizar el espacio, reducir costes operativos y aumentar la eficiencia en la gestión de mercancías. Gracias a la combinación de estanterías industriales especializadas, sistemas automatizados y software de control, este tipo de almacenes transforma por completo la operativa tradicional.
Cada vez más sectores, industria, distribución, alimentación, automoción o farmacéutico, apuestan por sistemas de almacenamiento automático para responder a la creciente demanda de rapidez, trazabilidad y seguridad en la cadena logística.
¿Qué es un almacén automático?
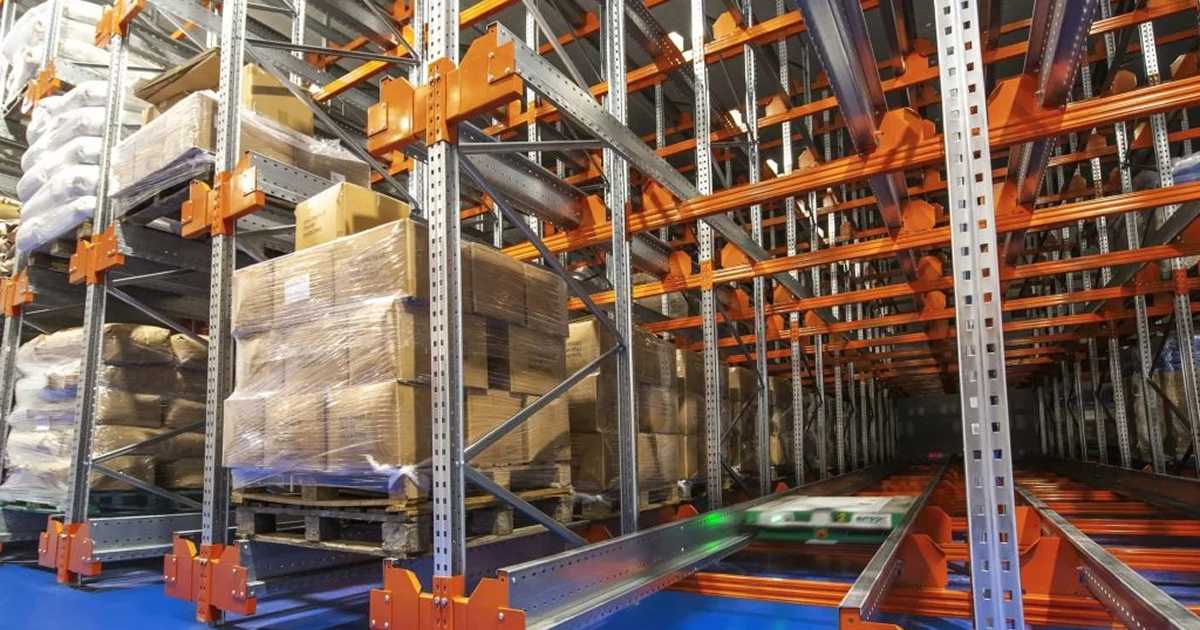
Un almacén automático es una instalación logística en la que los procesos de almacenamiento, ubicación, extracción y transporte interno de la mercancía se realizan de forma automatizada, con una intervención humana mínima. Estos sistemas están diseñados para trabajar de manera continua, precisa y eficiente, incluso en entornos de alta rotación o con grandes volúmenes de producto.
A diferencia de los almacenes convencionales, donde el operario se desplaza hasta la mercancía, en un almacén automático es la mercancía la que llega al punto de trabajo mediante equipos mecanizados integrados en las estanterías industriales.
Las principales características de un almacén automático son:
- Automatización de movimientos: la mercancía se almacena y recupera mediante transelevadores, shuttles o sistemas robotizados.
- Integración con software de gestión (SGA): cada ubicación y movimiento queda registrado, garantizando un control total del inventario.
- Alta densidad de almacenamiento: se aprovecha al máximo la altura y la superficie disponible.
- Reducción de errores: la automatización elimina fallos humanos en la preparación de pedidos.
- Mayor seguridad: menos manipulación manual reduce riesgos laborales y daños en la mercancía.
Para que todo el sistema funcione correctamente, las estanterías industriales juegan un papel fundamental. Deben estar diseñadas con tolerancias muy precisas y fabricadas para soportar cargas dinámicas, algo en lo que empresas especializadas como TecnyStand aportan un valor diferencial.
¿Cómo funciona un almacén automático?
El funcionamiento de un almacén automático se basa en la coordinación perfecta entre estructura, maquinaria y tecnología. Todo el proceso está diseñado para ser rápido, seguro y repetible, incluso en operaciones complejas.
Cuando una mercancía entra en el almacén, el sistema identifica el producto, asigna una ubicación y ejecuta automáticamente su almacenamiento. Del mismo modo, cuando se necesita preparar un pedido, el sistema localiza el producto y lo transporta hasta el punto de salida sin intervención manual.
Existen distintos tipos de lead time que conviene analizar por separado:
Elementos clave del sistema automático
Un almacén automático está compuesto por varios elementos esenciales:
- Estanterías industriales automatizadas
Son la base estructural del sistema. Estas estanterías están diseñadas específicamente para integrarse con transelevadores y otros equipos automáticos. En TecnyStand, las estanterías industriales se fabrican a medida, adaptándose a las cargas, dimensiones y velocidad de operación requeridas por cada proyecto.
- Equipos de almacenamiento y recuperación (AS/RS)
Incluyen transelevadores, sistemas shuttle, miniloads o carruseles automáticos. Estos equipos se desplazan por los pasillos del almacén y se encargan de ubicar y extraer las unidades de carga con gran precisión.
- Sistemas de transporte interno
Cintas transportadoras, rodillos, elevadores o transferencias automáticas conectan las distintas zonas del almacén, asegurando un flujo continuo de mercancía.
- Software de gestión de almacenes (SGA)
El SGA es el “cerebro” del almacén automático. Controla ubicaciones, movimientos, stock y prioridades, y se integra con el ERP de la empresa para una gestión logística completa.
Gracias a esta integración, el almacén automático puede operar 24/7, adaptarse a picos de demanda y mantener un nivel de eficiencia constante.
Ventajas de un almacén automático para la industria
La implantación de un almacén automático aporta beneficios claros a nivel operativo, económico y estratégico. Estas ventajas explican por qué cada vez más empresas industriales optan por este tipo de soluciones.
- Optimización del espacio disponible
El uso de estanterías industriales de gran altura permite aprovechar al máximo el volumen del almacén, reduciendo la superficie necesaria y los costes asociados a la ampliación de instalaciones.
- Incremento de la productividad
La automatización acelera los procesos de almacenamiento y preparación de pedidos, eliminando tiempos muertos y desplazamientos innecesarios.
- Reducción de errores y mayor trazabilidad
Cada movimiento queda registrado en el sistema, lo que minimiza errores de picking y mejora el control del inventario.
- Mayor seguridad laboral
Al reducir la manipulación manual de cargas y el uso de carretillas, disminuyen los riesgos de accidentes laborales.
- Escalabilidad y flexibilidad
Un almacén automático puede ampliarse o adaptarse a nuevas necesidades, siempre que las estanterías industriales estén diseñadas para ello desde el inicio.
Conclusión: automatización para una logística más eficiente
El almacén automático representa una evolución clave en la logística industrial, permitiendo mejorar la eficiencia, reducir errores y optimizar el uso del espacio. La integración de tecnología, software y estanterías industriales es fundamental para lograr una operativa ágil y precisa.
Apostar por soluciones automatizadas permite a las empresas adaptarse a las exigencias del mercado y aumentar su competitividad. Un diseño adecuado del sistema es clave para garantizar rendimiento, escalabilidad y seguridad a largo plazo.